
See here for part 1.
Animation of tobacco pressing cycle – courtesy of Lee’s Trading (Kunming) Co. Ltd – China
Tobacco Press
In the primary tobacco processing cycle, the world over, the tobacco baling press is a one vertical cylinder operation. The moisturised and still warm tobacco lamina (loose leaves without the stems) are conveyed to the press over a conveyor belt and dumped into the press chamber. Due to the absolute disoriented character of the tobacco leaves as the fall into the press chamber the pressing action in a single vertical movement is likely to result in an irregular consistency of the pressed tobacco. Or in other words the single press ram operating in only a downwards direction in the relatively narrow, but very high (5 to 7 metres) press chamber filled with the loosely dumped tobacco leaves results without any doubt in a rather uneven compression of the tobacco lamina. Which consequently results in several “loose” areas, particularly in the utmost bottom corners of the 100-200 kg. tobacco bale or even worse a too forcefully pressed top layer of the bale, giving problems in the secondary process step, when the bales are being disintegrated to feed the lamina into the slicers for the finished product machinery (cigarettes among others). This argument is clearly visible in the animation of the pressing cycle from Lee Trading.

Building extension for a one-direction vertical tobacco press – courtesy of Lee’s Trading (Kunming) Co. Ltd – China
Furthermore, an exorbitant large force must be exerted on the application of a single pressing ram to achieve a sufficient compression of the tobacco lamina in the press box. This large force in one direction enhances the risk of the disoriented tumbling tobacco leaves to break during the pressing cycle increasing the rust of tobacco dust. While it is well-known in the industry, that tobacco is very springy and the chance that the tobacco leaves spring back into the free area as soon as the vertical press ram is lifted back to its original resting position, is very much a possibility, which requires extra pressing time to “deadpan” the tobacco leaves. To make this pressing system more disadvantageous the construction of the exceptionally long hydraulic cylinder to operate in a 5 to 6 m. pressing chamber is very unfavourable, as it requires not only a huge steel platform around it but also the factory building to be some 13 m. high up in the air (as the image shows), which increases the building costs tremendously.
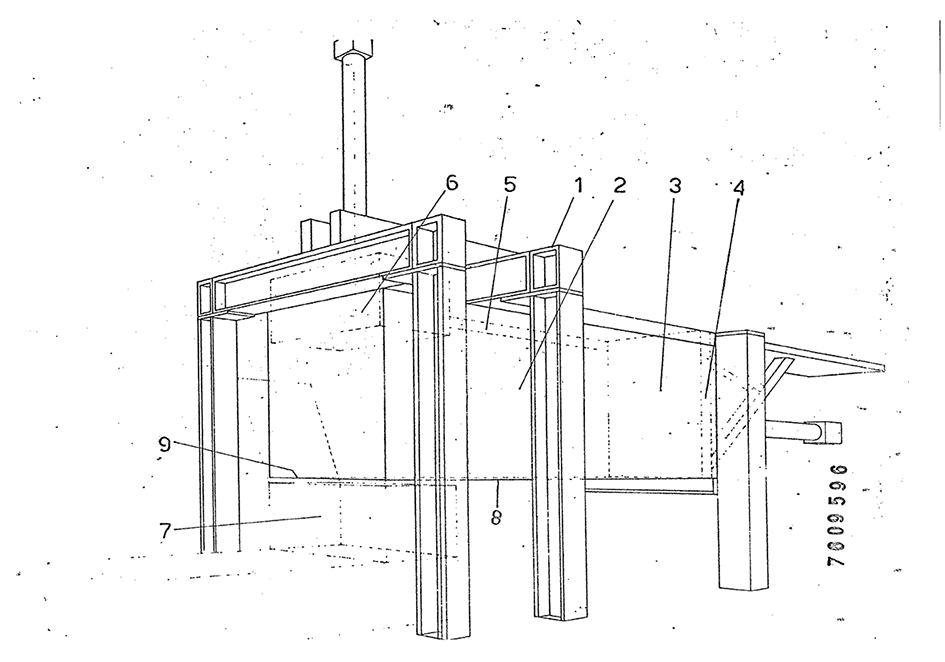
Drawing from patent JPS5341497A
To eliminate all these disadvantages of the existing and well-known tobacco presses I designed, developed and built for Société Nationale des Tabacs & Allumettes (SNTA), a two-step tobacco press (my patent: DE2738663A1 and JPS5341497A) in conjunction with an automatic tobacco lamina crate assembling and filling machine with conveyors, shaping block and pneumatically operated grippers preceding the filling and pressing station (my patent: DE2738664A1). Although the press pushed the tobacco lamina straight into the assembled 100 kg. wooden crates, similar to the idea for Theodorus Niemeyer to press the pipe tobacco straight into the rosette positioned in the bottom of the tin, the similarity stops there and consequently I will not describe the assembling of the wooden tobacco crates here.

Two-step tobacco press – drawing from patent DE2738663A1
Two-step tobacco press
In contrast to the universally implemented tobacco presses with one vertical pressing ram, my tobacco press uses a two-step operation, compressing the tobacco leaves successively by a horizontal and a vertical ram. The press chamber, in which both the horizontal and vertical compressing action is undertaken, is a rectangular parallel-epipedon from which the two side walls are stationary. The back wall is movable as part of the horizontal press ram, which after the horizontal movement forward transforms into the back wall of the vertical press chamber and the front wall, which functions as the stationary wall of the vertical press ram. The top is over a length of 2/3 of the pressing chamber open to allow the entry of the loose lamina from the weighing unit. The other 1/3 is the bottom plate of the vertical press ram.

In the old days tobacco was pressed like this
In contrast to the open top, the bottom of the press chamber is for 2/3 of its length closed and for 1/3 open to allow the vertical press ram to push the comprised tobacco into the under this opening positioned wooden tobacco shipping case. The dimensions of the vertical press ram are equal to those of the tobacco shipping case, so that the press can push the horizontally pre-compressed leaves straight into the shipping case. With both press rams in their rest positions the dimensions of the press chamber is large enough to receive the loosely dumped 100 kg tobacco lamina from the weighing scale positioned on top of the press chamber and fed by a conveyor belt, moving the leaves from the primary processing section of the plant. In addition to the quality of the compression by this two-step pressing device, the whole system has some other very significant advantages compared to the single vertical tobacco press.

The newly built SNTA factory in Algiers. You see on this building no extension in height for the tobacco press
As the image above here shows, the single vertical tobacco press needs a very high compressing chamber, some 5 to 6 metres, and consequently a hydraulic system with a cylinder of another 5 to 6 metres, resulting in a total construction height of some 12 metres and more with a very expensive hydraulic installation to operate it. This requires extra and very expensive building facilities as well as a huge steel construction to secure the operation. The exorbitant hydraulic force required for the vertical pressing of some 100 to 200 kg. loose tobacco leaves, requires a heavy-duty design of the foundation of the press. Remember action = reaction. When you push down with force you have to secure the steel construction on a frame/foundation, which can eliminate the pressing force (if not your press and steel construction is lifted from its feet). This is it. I hope I have clearly explained the operation procedure, as well as the typical advantages of the two-step tobacco press design. Anyway for Theodorus Niemeyer it was sufficient to invite me to consider a redesign in miniature for its 2-oz pipe tobacco tins Flying Dutchman.
 Redesign in miniature
Redesign in miniature
In the first part of this article I have already specified the various functions of the automatic packaging for the tobacco tin. Go there to refresh your memory, while here I will concentrate on the pressing cycle. You can argue that the extra costs for the heavy-duty steel construction, the exorbitant long hydraulic cylinder and the extra costs for the height of the building, have nothing to do with the 2-oz tobacco tin, but that’s not quite correct. Pipe tobacco is very springy and the volume of 2 oz (50 gr.) loose pipe tobacco is larger than the volume available by the rosette in its unfolded form. It requires a hydraulic cylinder with significant force to press the tobacco and keep it down into the tin, so that the packaging girl is able to situate the plastic film on top of it, fold the rosette and close the tin with the lid. It is quite a construction (action = reaction) and above all hydraulics are expensive.

Empty Flying Dutchman tin
The automatic line I built was fully pneumatic, including its controls. That means that the two-step tobacco press also was pneumatic, which made it much more cost effective and faster. The front of the horizontal press ram was a half-circle the size of the unfolded rosette in the tobacco tin. Remember after moving forward the front of the horizontal ram becomes the side wall of the vertical press ram. To complete the design the stationary back wall of the press chamber was designed as the other half of the circle, ending up as a full circle when the horizontal press ram was moved forward and the vertical ram moved consequently in a press chamber the size of the inner diameter of the unfolded rosette, pushing the pre-compressed tobacco straight into the rosette situated in the bottom of the tobacco tin. After placing the circular piece of plastic film on top of the compressed tobacco and folding the paper rosette, the top lid of the tobacco tin could be pressed on the bottom and the automatic operation was finished. It was quite a nice design and worked out perfectly.
Anton M. Steeman








